V této části kurzu pájení již budeme pracovat v praxi. Naučíme se nejdůležitější zásady samotného pájení a používání nástrojů.
V následujících kapitolách se proto budeme zabývat pouze nejdůležitějšími aspekty, a to pájením dalších nových elektronických součástek. Začněme však od začátku, a to informacemi o samotném pájení.
Objednejte si sadu prvků a začněte se učit v praxi! Kliknutím sem přejdete do obchodu >>
Cíl třetí části kurzu pájení
V této sérii kurzů najdete na začátku vždy velmi stručné informace o přístupu k článku. Kurz je strukturován podle určitého plánu a ne vždy jde o dokonalý pájený spoj – někdy je důležitější něco jiného.
Tentokrát jde o seznámení se s páječkou (zejména s pájecím hrotem), pozorování chování roztavené pájky a uspořádání pracovního místa. Tato část (zatím) není o dokonalém pájecím spoji.
(Měkké) pájení v elektronice
Kurz pájení přirozeně souvisí s elektronikou, takže se zde probírá měkké pájení. Tento proces spočívá ve spojení dvou kovů pomocí pájeného spoje, jehož teplota tání je nižší než teplota tání spojovaných kovů. Při měkkém pájení se používají teploty až 450 ºC, ale v elektronice se pracuje spíše při 250 ºC.
V praxi: Vezmeme dva kovy (desku plošných spojů a jednu nebo dvě součástky) a spojíme je roztaveným cínem.
Je také užitečné vědět, co je to pájení, které se v kurzu neprobírá. Jedná se o spojování kovů pomocí pojiva, které se zahřeje na teplotu vyšší než 450 ºC a roztaví se (obvykle až na ~2000 ºC). Místo pájky se používají například kyslíko-acetylenové hořáky a samotným pojivem může být například čistá měď. Taková spojení jsou samozřejmě mnohem stabilnější, ale v elektronice se nepoužívají. Tato technika se používá například ke spojování trubek.
Pájení ve třech krocích
Pamatujte, že proces pájení lze snadno shrnout do tří kroků. Jedná se o následující:
- Umístění páječky na součástku
- a pájecí pole, zahřátí pájeného povrchu,
- roztavení cínu na zahřátých součástkách.
Největší, nejčastější a nejhorší chybou je snaha zahřát pájku na pájecím hrotu a poté ji přesunout na pájecí bod. Takhle to rozhodně neděláme!

Výjimkou jsou speciální pájecí hroty s miniaturní lžičkou pro pájení SMD součástek.
Ty však nyní nebudeme používat – to je téma pro pokročilé uživatele.
Základní vybavení
V této části kurzu budeme používat pájecí stanici, cín a univerzální držák (třetí ruku). Všechny tyto nástroje jsem popsal v předchozí části kurzu. Pro zjednodušení připomínám, že identickou sadu nástrojů lze zakoupit u společnosti Botland:
Hotové sady pro kurzy Forbot

Sada s nejdůležitějšími nástroji pro kurz pájení: pájecí stanice, cín, vytahovač cínu, třetí ruka, boční řezačka, ochranné brýle, pájecí drát a šroubovák.
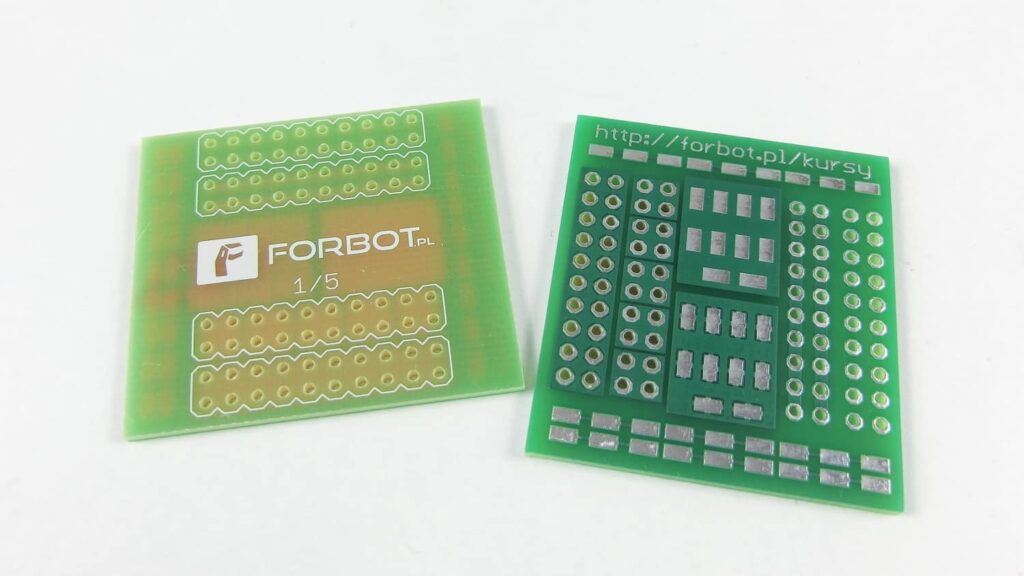
Jsou zapotřebí další díly ze sady kurzů pájení. V této části to bude deska plošných spojů označená jako 1/5. Další komponenty prozatím nepotřebujeme.
Pokud ještě nemáte žádné prvky a desky plošných spojů pro tento kurz, rád bych vám připomněl, že Botland nabízí také hotové sady:
Hotové sady pro kurzy Forbot

Sada obsahuje 5 desek plošných spojů a elektronických součástek pro kurz pájení, včetně: diod, rezistorů, gold pinů, čipových spínačů!
Oblíbený paket (komponenty a nářadí): Pájecí mistr
Co jsou desky s plošnými spoji?
Sada připravená pro tento kurz pájení průchozích součástek obsahuje pět desek s plošnými spoji, známých také jako PCB (Printed Circuit Boards). Jelikož se jedná o kurz pro začátečníky, věnuji chvíli obecnému přehledu o deskách plošných spojů.
Deska s plošnými spoji = PCB = Printed Circuit Board
Tyto desky plošných spojů jsou „ty zelené desky s elektronikou“, jak často slýcháte od lidí, kteří se v této problematice nevyznají. Určitě jste se s těmito deskami v elektronických zařízeních už setkali.
S deskami se zásuvnými obvody jste se již pravděpodobně setkali v kurzech elektroniky. Připomínáme, že se jednalo o plastové obdélníky s kovovými destičkami. Aby bylo možné sestavit elektronické zařízení, musely být součástky uspořádány tak, aby bylo možné provést potřebná elektrická spojení pomocí kontaktních bodů a kabelů.
To je samozřejmě možné, protože desky plošných spojů jsou navrženy pro konkrétní aplikaci*. K tomuto účelu se používá speciální software CAD. Jedním z nejoblíbenějších mezi hobbyisty je EAGLE.
* Výjimkou jsou univerzální desky plošných spojů, které zde nebudeme rozebírat.Na začátku svého pájecího dobrodružství samozřejmě použijete prefabrikované desky plošných spojů. Tak je tomu i v případě tohoto kurzu. Nemusíte se zabývat tématem konstrukce.
Montáž desek plošných spojů (PCB)
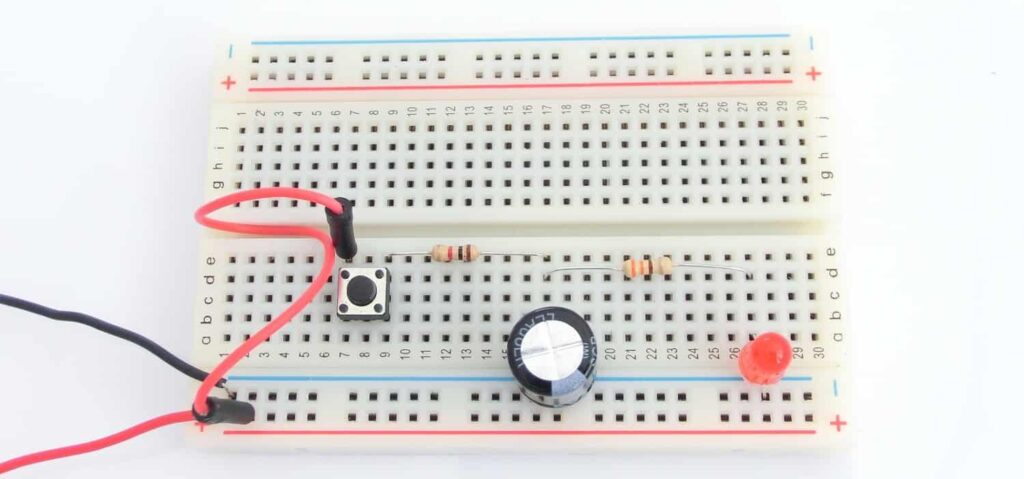
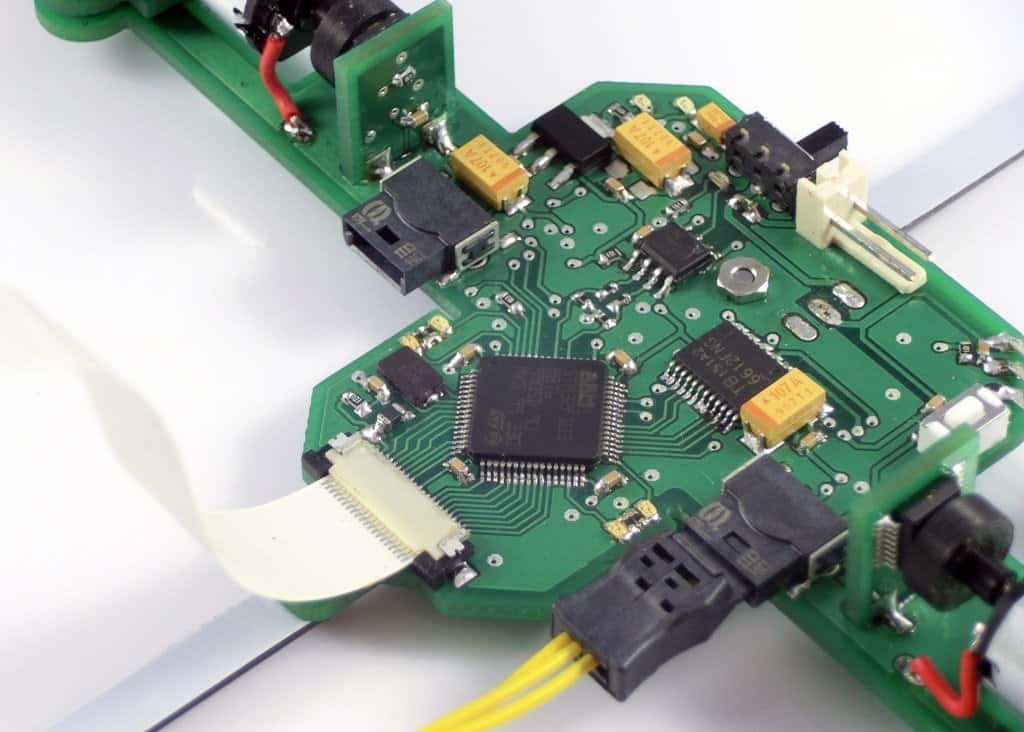
Nyní se však dostáváme ke struktuře desky plošných spojů. Pro začátek se hodí přehledová fotografie, níže vidíte sestavený testovací obvod z dalšího článku (počet rezistorů byl zvolen záměrně).

Vzhledem ke způsobu návrhu a výroby desky plošných spojů můžeme na desce plošných spojů rozlišit několik vrstev. Pokud se na desku plošných spojů podíváte shora, uvidíte součástky(vrstva součástek), známé také jako TOP vrstva. Dále je zde vrstva popisu, tj. bílé otisky na desce plošných spojů. Díky nim lze velmi snadno najít místo pro určitou součást.
Graficky to celé vypadá následovně:
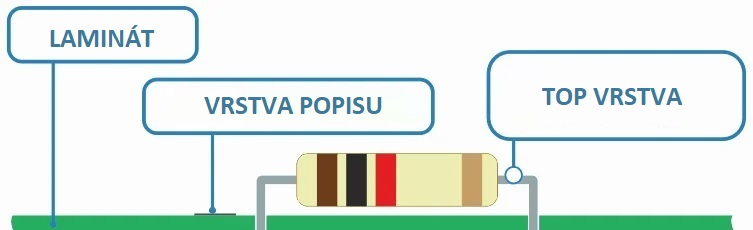
Poté, co disk otočíme, uvidíme vrstvy, které jsou pro nás nejzajímavější. Tentokrát začneme ilustrativním pokračováním výše uvedeného příkladu s rezistorem:
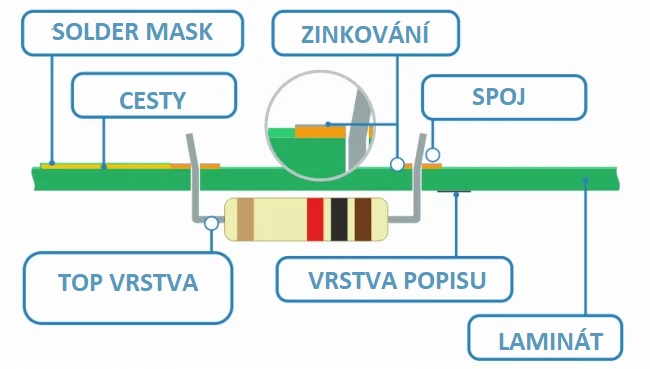
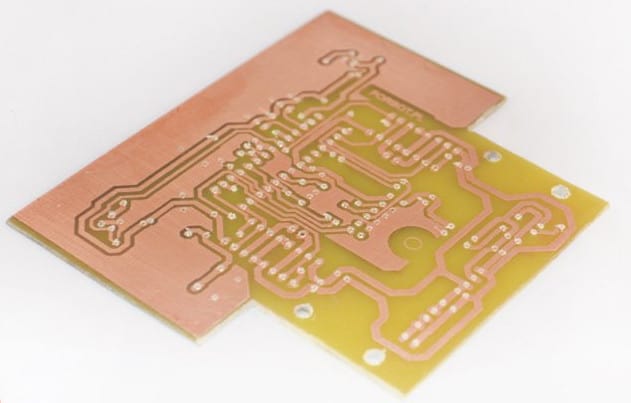
Otvory vyvrtanými v laminátu procházejí nohy součástí na druhou stranu. První vrstvou na této straně je vrstva cest. To znamená správně uspořádané měděné spoje. Taková holá deska s cestičkami vypadá takto (obrázek převzat z kurzu minisumo):
Další vrstvou je pájecí rezist, tj. zelená barva, která pokrývá spodní stranu desky. Jedná se o vrstvu, která izoluje měď a chrání ji před poškozením.
Co se týče barvy, standardem se stala zelená – samozřejmě je možné vyrobit desku plošných spojů v jiné barvě.
Plochy, které se mají později pájet (plošky), nejsou pokryty pájecím rezistem. Aby byly chráněny před vnějším světem a usnadnilo se následné pájení, nanáší se na ně tenká vrstva cínu, odtud název procesu: cínování. Pady dražších desek plošných spojů jsou pozlacené.
Absence pájecího rezistu a cínu by vedla k rychlé oxidaci mědi,
což by výrazně zhoršilo jeho vlastnosti.
Mezi nožičkou součástky a pocínovanou pájecí podložkou se vytvoří „místo“, kde roztavíme cín. V tomto okamžiku je součástka připojena k celé desce plošných spojů.
Jak snadno uhodnete, celá zadní strana desky se nazývá spodní vrstvou.
Kolik vrstev má deska plošných spojů?
Když se odborník na elektroniku ptá na počet vrstev, vynechává ty méně důležité, např. vrstvu pro zápis. Taková otázka se vždy týká počtu měděných vrstev. V tomto případě jsme měli pouze jednu, a to na spodní straně.
Existují však také oboustranné desky plošných spojů (s mědí na horní i spodní vrstvě).
Kromě toho existují i desky s plošnými spoji, které uvnitř obsahují měděné vrstvy.
Toto téma je však poměrně složité, proto se zde zastavím. Nejdůležitější je, že tento kurz se zabývá jednostrannými deskami plošných spojů s průchozími součástkami. To znamená, že měděná vrstva je pouze na spodní straně a patky všech komponent jsou upnuty otvory v laminátu.
Odkud pocházejí desky s plošnými spoji?
Jak se ale zbavit mědi z nežádoucích oblastí a vytvořit spoje? K tomu je třeba nejprve přenést navržený vzor na desku plošných spojů (obvykle fotochemickým nebo tepelným přenosem). Desku s plošnými spoji je pak třeba vyleptat, např. chemickým prostředkem.
Druhou možností je pověřit firmu, která se na to specializuje. Bohužel to není nejlevnější řešení, ale kvalita získaných desek plošných spojů bude nesrovnatelně lepší. Zejména u složitějších desek plošných spojů.
Mimo jiné nemůžeme doma vyrobit jednotnou pájecí masku nebo bílou nápisovou vrstvu.
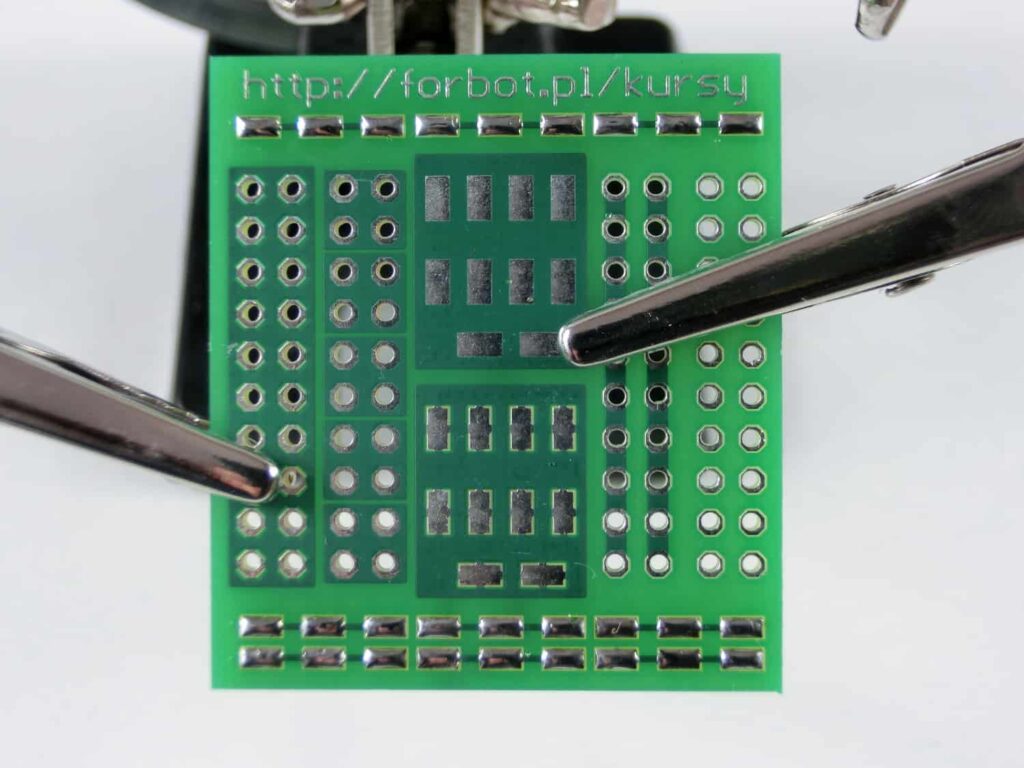
Co budeme pájet?
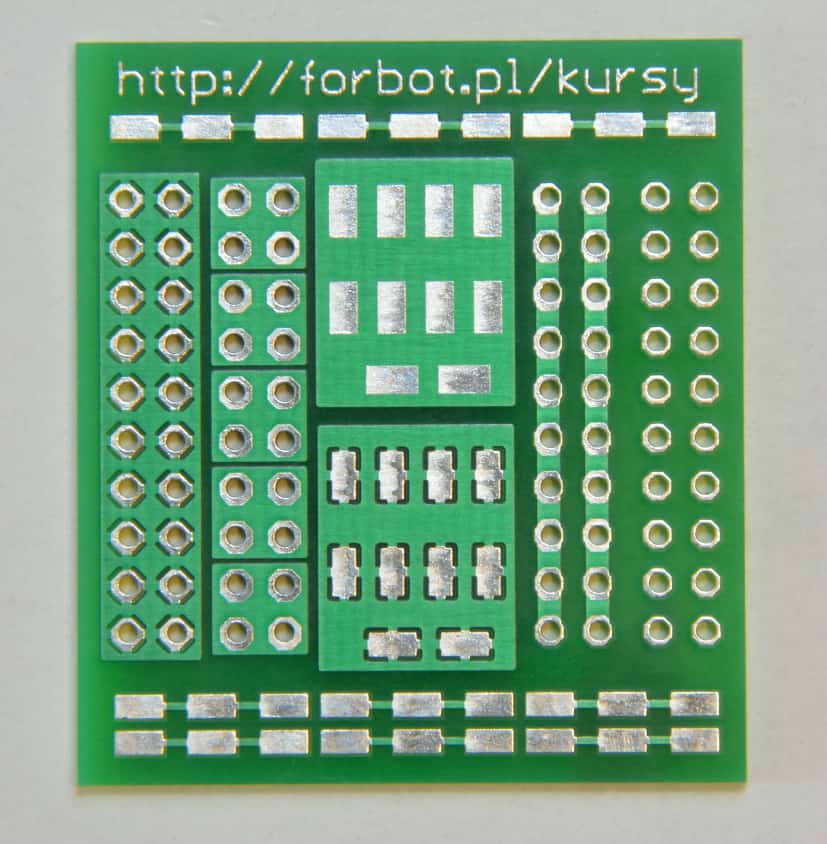
Deska plošných spojů se skládá ze 4 oblastí:
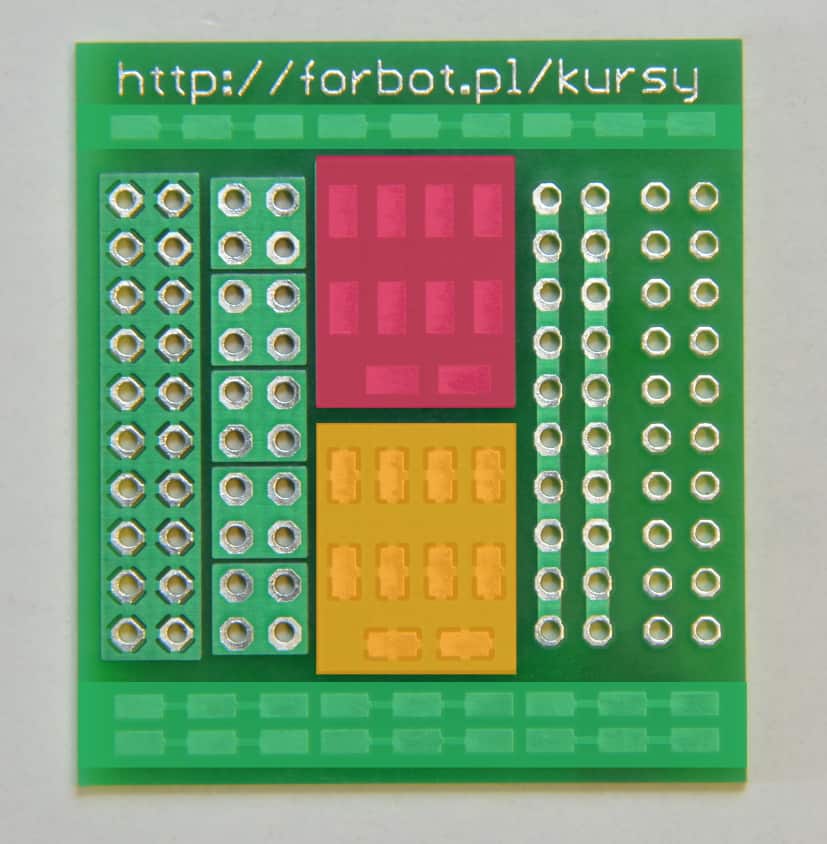
V souladu s tím:
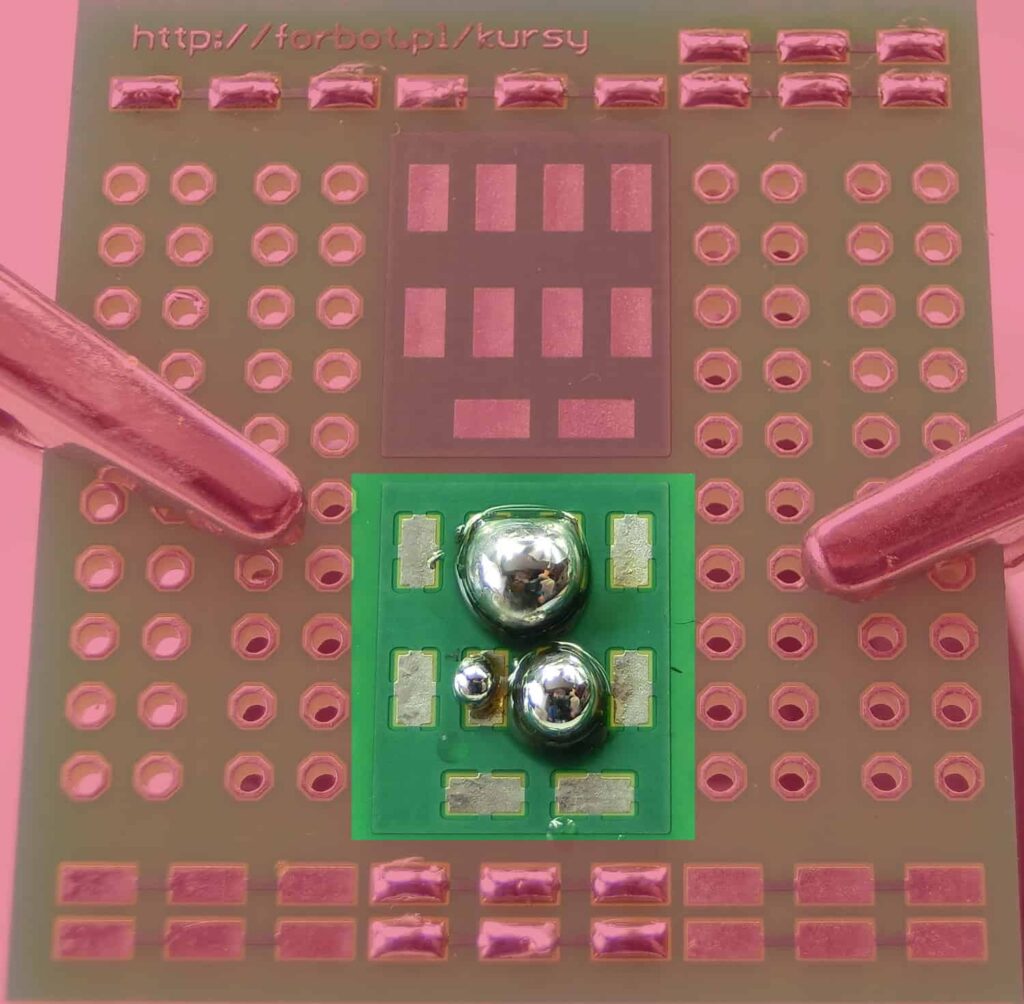
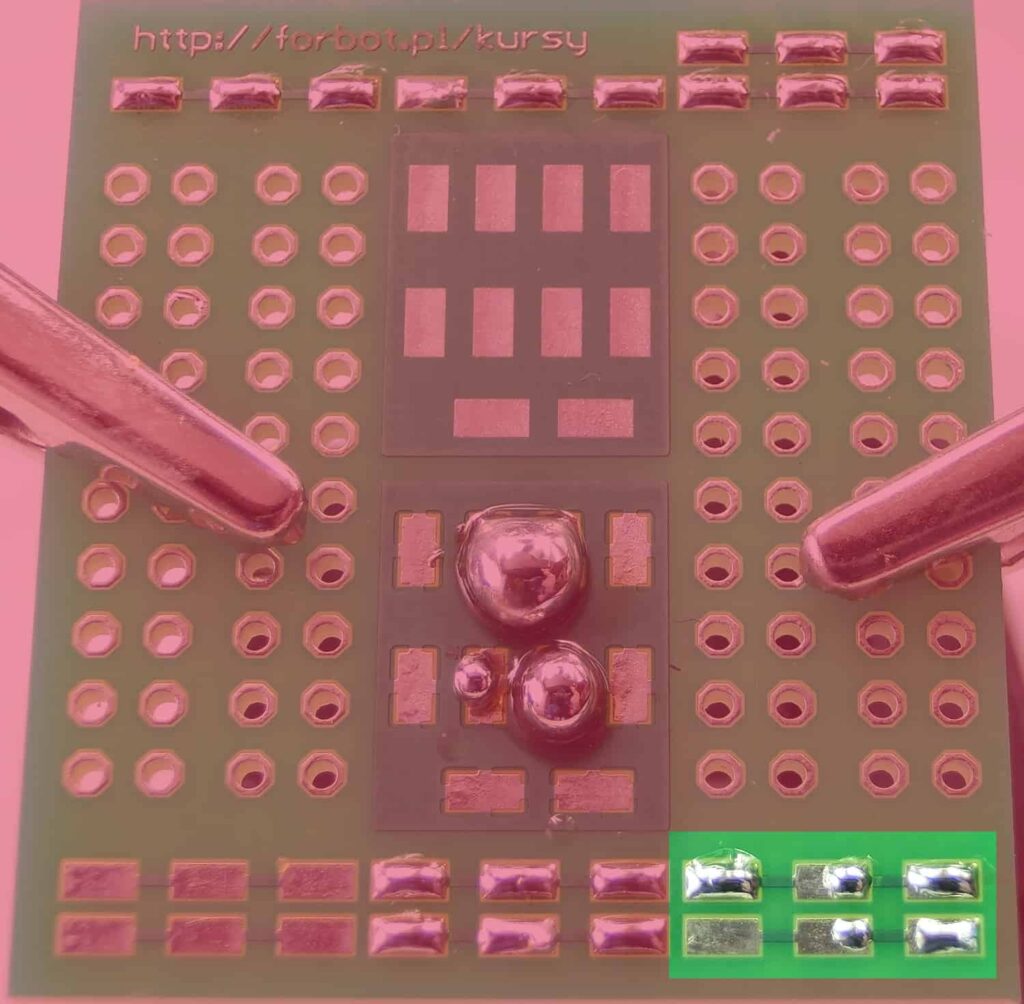
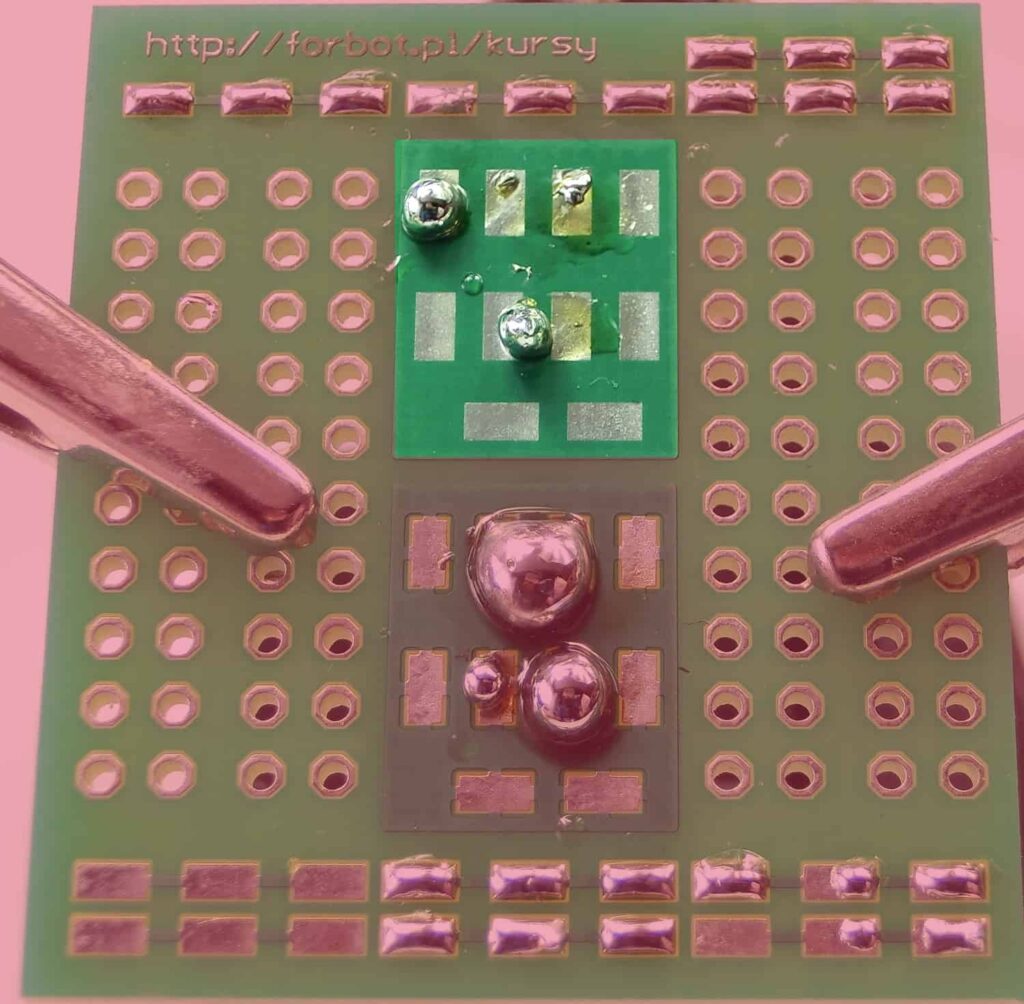
Zelená sekce – podložky spojené do tří skupin,
- Oranžová sekce – Podložky, které jsou spojeny do velkého obdélníku,
- Červená sekce – Podložky spojené do velkého obdélníku (bez rozestupů),
- Bez barvy – kruhové podložky s otvory (pro změnu uspořádání prvků).
První tři oblasti se zdají být totožné. Stříbrná pájecí pole jsou přece stejně velká. Klíč však spočívá v jejich propojení. Díky tomu můžeme sledovat, jak blízkost pájené oblasti ovlivňuje celý proces. K tomu se vrátíme později.
Nastavení zařízení
Začněme sestavením třetí ruky, tj. univerzálního držáku. Můžete ji použít ke snadnému pájení pevné desky s plošnými spoji. Nejlepší je držet nástroj přímo před sebou.
Pro větší stabilitu lze třetí ruku
k desce stolu připevnit (např. oboustrannou lepicí páskou).
Vzhledem k tomu, že při pájení působí na desku plošných spojů mírný tlak, musí být celá věc dobře sešroubována. Doporučuji také otočit poměrně těžkou lupu dozadu. Pak je to dobrá protiváha.
První kontakt s páječkou
Než zasunete zástrčku do zásuvky, měli byste se seznámit s velmi jednoduchým uživatelským rozhraním naší stanice. Na přední straně najdete LED displej a velký otočný knoflík, kterým můžete nastavit požadovanou teplotu.
Kontrolka LED svítí pouze tehdy, když je ohřívač v provozu!
Je proto normální, že bliká nepravidelně.

Samotná páječka musí být samozřejmě nejprve připojena ke správné zásuvce. Zástrčku nelze zapojit opačně, takže se nemusíme ničeho obávat. Poté pevně zašroubujte matici. Pravděpodobnost, že je v budoucnu vyšroubujeme, je poměrně nízká.

Je také nezbytné odstranit ochrannou trubičku z pájecího hrotu před jeho vložením. Je užitečná pouze pro přepravu stanice. To je také vhodná doba k seznámení se s konstrukcí páječky. Nemusíte to dělat sami, stačí se podívat na obrázek níže.
Jak vidíte, po odšroubování matice můžeme sejmout kryt a vyjmout hrot. Postupujte opatrně, abyste nepoškodili bílé topné zařízení. Pokud budete v budoucnu pracovat s menšími díly, můžete si koupit tenčí hrot.


Mezitím byste měli namočit dodanou houbu. To usnadňuje čištění hrotu páječky. Houba by měla být vlhká, ale ne úplně mokrá!

Cínování pájecího hrotu
Na internetu jsou k dispozici různé metody údržby pájecího hrotu. Naším cílem je zajistit, aby byla vždy krásná a lesklá. Při cínování se na pájecím hrotu roztaví velké množství cínu a poté se očistí houbičkou. Po tomto procesu by měla být celá věc hladká a stříbřitá.
Náš pájecí hrot například nesmí vypadat takto:

Pájecí hrot má speciální povrch! Čištění hrotu nožem nebo smirkovým papírem způsobí nenapravitelné poškození pájecího hrotu!
Nyní můžeme v klidu začít pájet.
Část 1 - "jednoduché podložky"
Bohužel při tak malé ploše můžeme laminát snadno přehřát a přerušit pájecí pole.
K přerušení pájecího pole dochází, když se podložka přehřeje a mechanicky se oddělí od laminátu. Jedná se o jednu z nejzávažnějších chyb se kterými se můžeme setkat Příklad takového jevu uvedu v následující části.
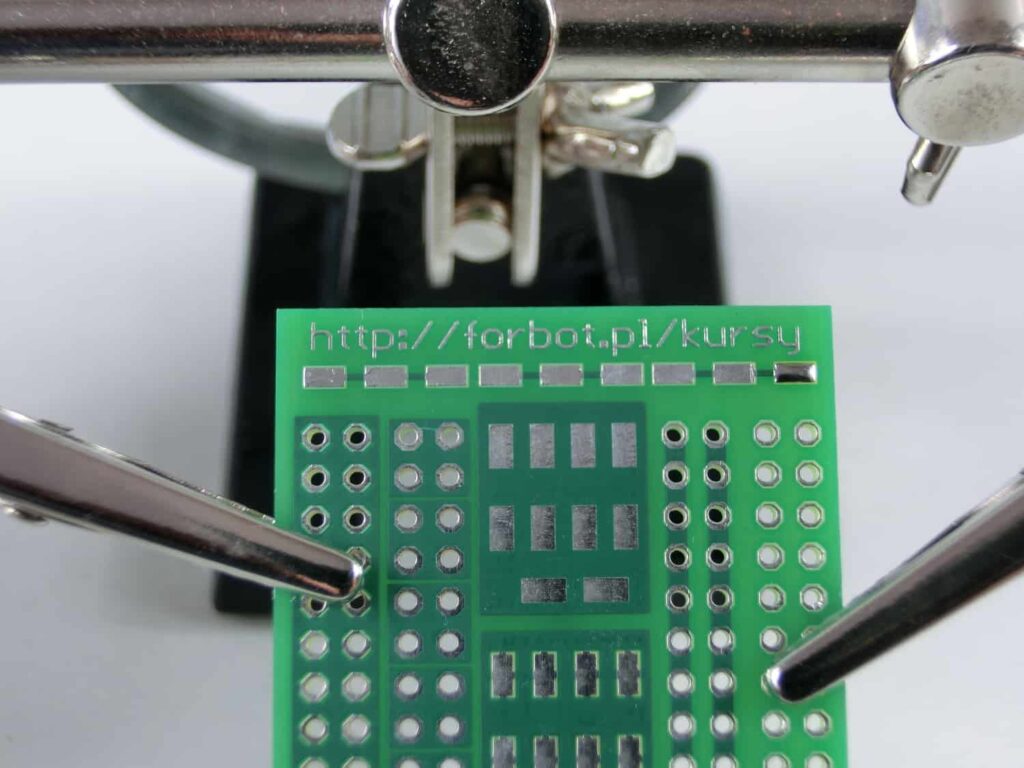
Víme, co můžeme očekávat, takže je čas jednat. Vrátíme se k desce plošných spojů namontované v držáku. Nejprve chceme nanést tenkou vrstvu na horní pájecí body.
Chcete-li nanést cín na podložky, musíte nejprve přiložit pájecí hrot na podložku a počkat, až se zahřeje. Neřeknu přesně, jak dlouho musíte čekat – to je těžké určit. Nejdůležitější je postupovat klidně. Například můžete v hlavě počítat do pěti.
Poté naneste cín na kontaktní místo mezi hrotem a podložkou. Nezapomeňte, že cín by se měl roztavit především vlivem tepla pájecího pole. Pokud vše proběhlo v pořádku, bude na podložce lesklý, rovnoměrný převis. Nezapomeňte nenechávat zahřátý pájecí hrot v plechovce příliš dlouho po roztavení.
Když vidíme, že se plechovka roztavila, hrot odtáhneme a proces dokončíme!
Dobrá pájka musí zůstat lesklá a hladká!
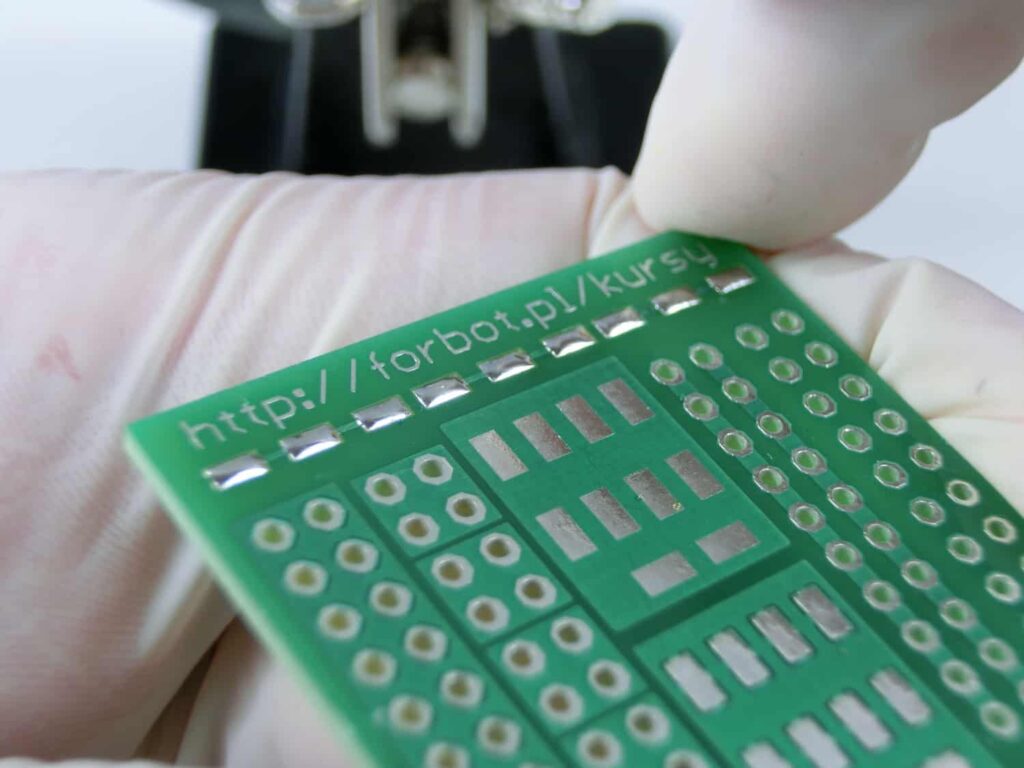
Jen si to vyzkoušejte – teď je řada na vás, abyste pájeli! Níže si můžete prohlédnout několik detailních záběrů mých výsledků. Vyzkoušejte různé doby ohřevu a experimentujte s množstvím cínu a teplotou.
Jedná se o vzdělávací kurz, nic nezničíte!
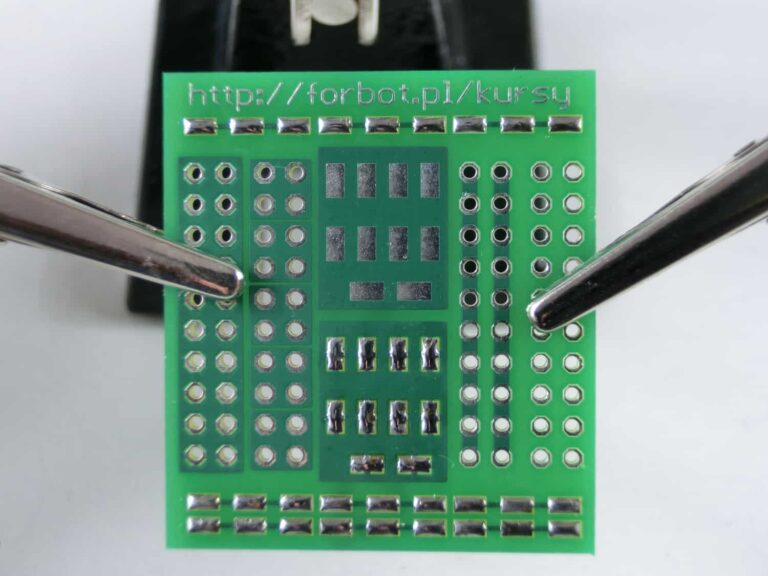
Část 2 - "střední podložky"
Nyní je čas na další podložky. Tentokrát jsou vzájemně propojeny 4 tenkými vodiči. Kolem destiček je také měď, která je velmi dobrým vodičem, a to i z tepelného hlediska. Jakmile pájecí pole zahřejete, jeho okolí z něj začne odebírat teplo. Jak jste již pravděpodobně uhodli, díky tomu se cín hůře taví.
V důsledku toho je třeba podložky zahřívat déle. Zde také vstupuje do hry vyšší výkon páječky, o kterém jsem psal v první části.
Tentokrát jsem pájku na začátku záměrně nastavil příliš krátce. Jak vidíte, cín se pak již tak snadno neroztírá po podložce:
Zblízka vypadal výsledek nakonec takto:
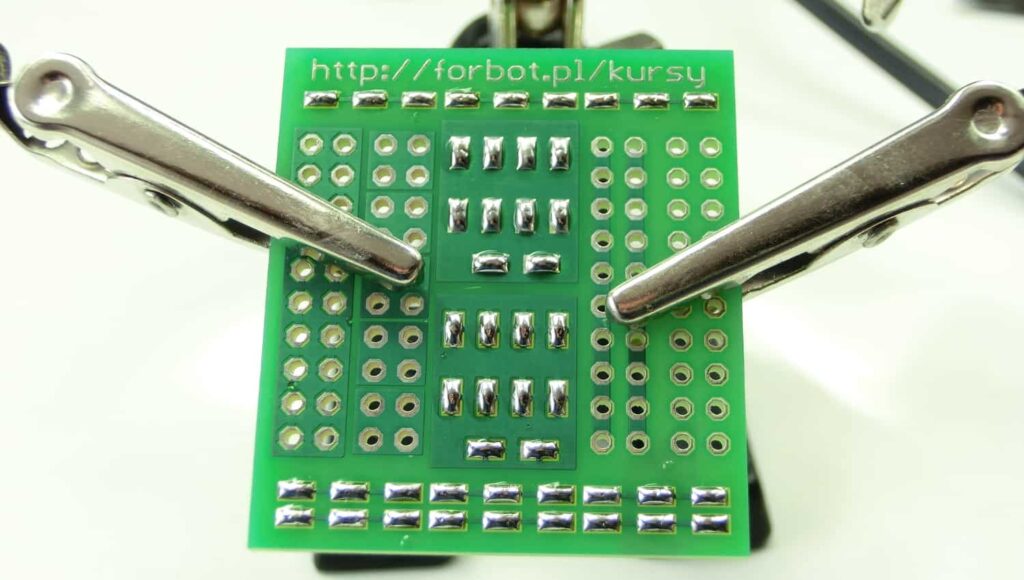
Část 3 - "obtížné podložky"
Na videu níže můžete vidět, co se stane, když podložku zahřejete příliš málo. Při nanášení cínu na první pájecí pole jsem musel poté déle držet pájecí hrot, takovým situacím se vyhněte!
Nakonec výsledek nevypadá špatně:
Nebojte se, pokud váš první pájecí spoj vypadá jinak. Vše přijde časem. Na druhou stranu ani moje nejsou dokonalé. Nakonec pohled na konečný návrh shora:
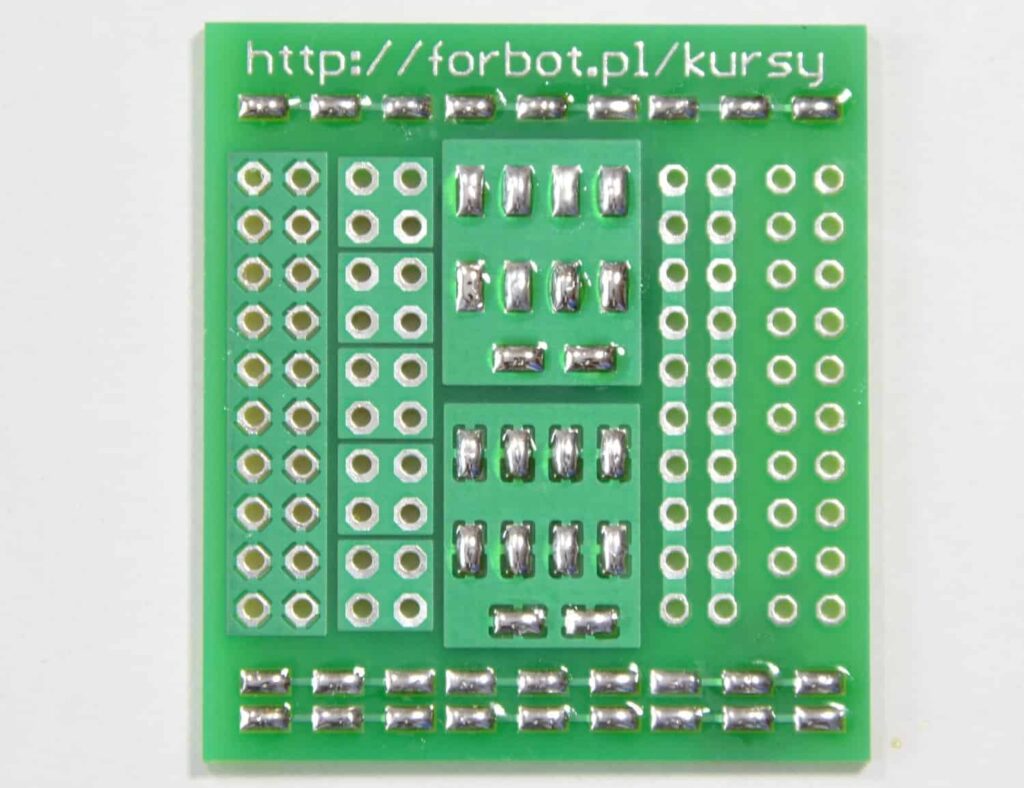
Pokud jste se s těmito úlohami setkali s problémy, přečtěte si pozorně následující část. Podělte se o výsledky své práce v komentářích – fotografie jsou vítány!
Pájení - časté chyby
Ještě jsme ani nezačali pájet součástky a už se mluví o závadách? Bohužel ano, ale v této fázi můžete udělat několik chyb. Nejčastější jsou:
- příliš málo cínu (nepokrývá celou podložku),
- příliš mnoho cínu,
- Pájení při příliš nízké teplotě.
Jak se vyhnout výše uvedeným chybám? To je poměrně zřejmé (zvolte správnou teplotu a použijte optimální množství cínu). Je obtížnější najít zlatou střední cestu k dosažení tohoto cíle.
To vyžaduje praxe, hodně praxe!
Proto byste měli pečlivě pocínovat všech 47 zkušebních plošek na desce plošných spojů!
Pro snazší identifikaci problémů jsem natočil video, které ukazuje vznik každé z výše uvedených chyb (dělal jsem to na starším prototypu desky):
Pokud se výše uvedené chyby vyskytly během tréninku, nemusíte si nyní dělat starosti. V dalších článcích se také podíváme na to, jak řešit nejčastější problémy!
Shrnutí
Tato část je poměrně dlouhá, ale musel jsem v ní popsat podstatné základy. V následujícím textu se zaměříme na pájení součástek. Ukážu vám, jak a kam přesně umístit pájecí hrot a kolik cínu použít. Tohle bylo jen cvičení! Pokud si myslíte, že tato cvičení byla zbytečná, protože se v praxi nesetkáváme s pájecími spoji obklopenými mědí, jste zcela na omylu! Brzy uvidíte, k čemu jsou znalosti z této části dobré!
Nejdůležitější věc, kterou si po této lekci zapamatujte:
- Ideální pájecí spoj je hladký a lesklý,
- Nikdy nepohybujte cínem na pájecím hrotu,
- Teplotu a dobu ohřevu je třeba zvolit pro příslušné místo na desce plošných spojů,
- Pájecí hrot udržujte čistý – nikdy nepoužívejte brusné/ostré materiály.
V příštím díle se podíváme na pájení chybějících součástek na desce plošných spojů, o kterých jsme zde hovořili. Pokud máte nějaké dotazy, neváhejte zanechat komentář. Určitě budeme spolupracovat na řešení vzniklých problémů. Žádám pouze, aby se diskuse týkala zde probíraných příkladů.
Objednejte si sadu prvků a začněte se učit v praxi! Kliknutím sem přejdete do obchodu >>